

公司热线: 13752007405
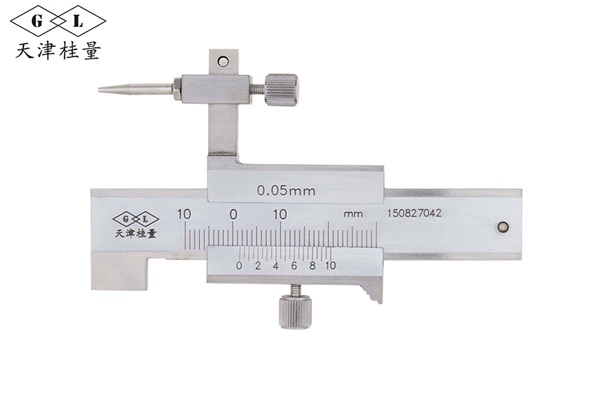
异形卡尺-天津桂量量具刃具公司-异形卡尺报价
天津桂量量具刃具有限公司
- 经营模式:经销批发
- 地址:天津市南开区密云路新南马路五金城二区30栋109号
- 主营:卡尺,千分尺,指示标,深度尺,高度尺,测长器和专用量具等
- 产品详情
- 联系方式
- 产品品牌:桂量量具
- 供货总量:不限
- 价格说明:议定
- 包装说明:不限
- 物流说明:货运及物流
- 交货说明:按订单
- 有效期至:长期有效
异形卡尺-天津桂量量具刃具公司-异形卡尺报价 :
桂量官网,天津卡尺,天津千分尺游标卡尺使用方法: 量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,对国家造成不必要的损失。所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量。 使用游标卡尺测量零件尺寸时,必须注意下列几点: ① 测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。这个过程称为校对游标卡尺的零位。 ② 移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。用固定螺钉固定尺框时,卡尺的读数不应有所改变。在移动尺框时,不要忘记松开固定螺钉,亦不宜过松以免掉了。 ③ 当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能歪斜。测量时,可以轻轻摇动卡尺,放正垂直位置。否则,量爪若在错误位置上,将使测量结果比实际尺寸要大;先把卡尺的活动量爪张开,使量爪能自由地卡进工件,把零件贴靠在固定量爪上,然后移动尺框,用轻微的压力使活动量爪接触零件。如卡尺带有微动装置,此时可拧紧微动装置上的固定螺钉,再转动调节螺母,使量爪接触零件并读取尺寸。决不可把卡尺的两个量爪调节到接近甚至小于所测尺寸,把卡尺强制的卡到零件上去。这样做会使量爪变形,或使测量面过早磨损,使卡尺失去应有的精度。






1、测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。这个过程称为校对游标卡尺的零位。
2、移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。用固定螺钉固定尺框时,卡尺的读数不应有所改变。在移动尺框时,不要忘记松开固定螺钉,亦不宜过松以免掉了。
精度为0.02mm的游标卡尺读数方法精度0.02mm的游标卡尺为50分度游标卡尺,主尺上一小格为1mm,而游标尺总长为49mm,这49mm被分为50个小格,每小格0.98mm。 因此游标尺的每一分度都比正常的1mm小0.02mm。这种游标卡尺可以准确到0.02mm。50分度卡尺读数的末位只能是0、2/4/6;

游标卡尺读数时,应把游标卡尺水平地拿着朝亮光的方向,使视线尽可能地和尺上所读的刻线垂直,以免由于视线的歪斜而引起读数误差。测量外尺寸时,读数后,切不可从被测工件上猛力抽下游标卡尺,否则会使量爪的测量面磨损。.不能用游标卡尺测量运动着的工件。.不准以游标卡尺代替卡钳在工件上来回拖拉。游标卡尺不要放在强磁场附(如磨床的磁性工作台上),以免使游标卡尺感受磁性,影响使用。使用后,应当注意使游标卡尺平放,尤其是大尺寸的游标卡尺,否则会使主弯曲变形。使用完毕后,应安放在盒内,注意不要使它生锈或弄脏。

